SWC十字轴式万向联轴器安装技巧
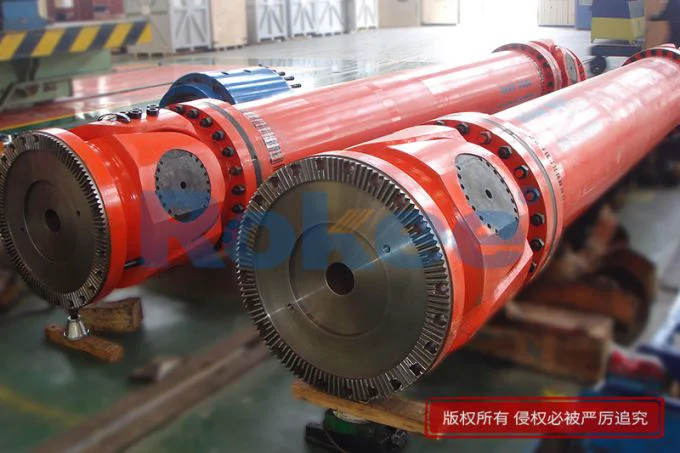
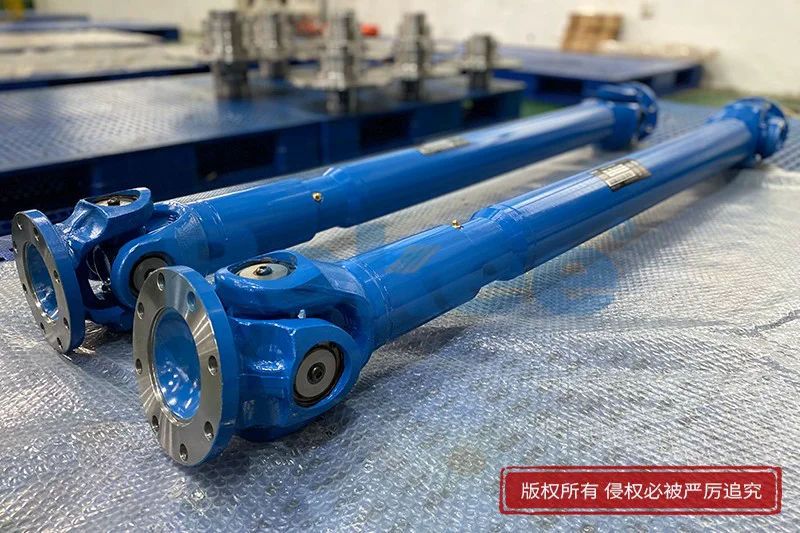
SWC十字轴式万向联轴器作为工业传动系统中常用的动力传递部件,凭借其承载能力强、角度补偿性能好、结构紧凑的特点,广泛应用于冶金、矿山、起重运输、石油化工等多个行业,主要用于连接不在同一直线上的两根轴,实现扭矩和运动的稳定传递。其安装质量直接决定了传动系统的运行稳定性、传动效率以及设备的使用寿命,若安装操作不规范,不仅会导致联轴器自身磨损加快,还可能引发整个传动系统的振动、异响,甚至造成设备故障,影响生产正常进行。因此,掌握科学合理的安装技巧,严格按照规范流程操作,是确保SWC十字轴式万向联轴器正常工作的关键。

安装前的准备工作是保障安装质量的基础,不可忽视,需从零件检查、工具准备、安装环境清理三个方面全面落实。首先是零件检查,在安装前需逐一检查SWC十字轴式万向联轴器的各个零部件,包括十字轴、轴承、万向节叉、伸缩花键、防尘罩等,确认所有零件齐全且无损坏。检查十字轴轴颈是否有磨损、划痕或锈蚀,轴承滚道是否光滑无杂质,万向节叉的键槽是否完好,伸缩花键的啮合是否顺畅,防尘罩是否有破损,避免使用存在缺陷的零件进行安装,防止安装后出现传动卡滞、磨损加剧等问题。同时,需测量联轴器轴孔直径、键槽尺寸以及连接轴的相关尺寸,确保两者匹配,配合间隙符合设计要求,若尺寸偏差过大,需及时进行处理,避免强行装配导致零件变形。
其次是工具准备,根据安装需求准备合适的工具,包括扭矩扳手、百分表、激光对中仪、轴用挡圈钳、清洗剂、润滑脂、垫片等。扭矩扳手用于精准控制螺栓紧固力度,避免过紧或过松;百分表和激光对中仪用于测量两轴的同轴度和角度偏差,确保安装精度;轴用挡圈钳用于安装和拆卸挡圈,保障操作便捷;清洗剂用于清洁零件表面的油污、铁锈和毛刺,润滑脂用于减少零件间的摩擦,垫片用于调整设备水平度和轴的位置。所有工具需提前检查,确保其精度和完好性,避免因工具问题影响安装质量。
最后是安装环境清理,安装现场需保持整洁,清除地面和设备连接部位的杂物、灰尘和油污,避免杂质进入联轴器内部或影响安装定位。对于安装空间狭小或高空作业的场景,需提前搭建安全防护设施,确保安装人员操作安全,同时清理安装区域的障碍物,为安装操作预留足够空间,便于零件搬运和调整。
零件清洁与预处理是安装过程中的重要环节,直接影响零件的配合精度和使用寿命。首先,将联轴器所有零部件以及连接轴的配合表面用专用清洗剂擦拭干净,去除表面的防锈油、铁屑、毛刺和油污,避免这些杂质导致配合面磨损,或影响同轴度调整。清洁时应避免使用棉纱,防止纤维残留,建议使用无尘布或压缩空气吹扫,确保清洁彻底。对于十字轴轴承、伸缩花键等运动部件,清洁后需在表面均匀涂抹一层润滑脂,润滑脂的选择应根据设备的工作工况确定,确保其具有良好的润滑、防锈和密封性能,减少零件间的摩擦损耗,延长联轴器使用寿命。涂抹润滑脂时需适量,避免过多或过少,过多会导致运转时产生积热,过少则无法起到有效的润滑作用。
在清洁和预处理完成后,即可开始进行联轴器的装配操作。装配时需先将半联轴器分别安装在主动轴和从动轴上,装配方法需根据配合类型选择。对于间隙配合的小型联轴器,可采用锤击法,在轴端垫上铜板或木块,用铜锤沿轴向均匀敲击半联轴器,避免直接打击联轴器端面,防止零件变形;对于过盈配合或大型联轴器,应采用压力机装配,通过压力机施加均匀的轴向力,将半联轴器缓慢压入轴上,压力值需控制在合理范围内,避免过度压入导致轴或联轴器损坏;对于过盈量较大的联轴器,可采用温差法,将半联轴器加热至合适温度,利用热膨胀原理使其内径增大,再快速套入轴上,冷却后即可实现紧密配合,加热温度需严格控制,避免过高导致零件材料性能下降。
半联轴器安装完成后,需进行两轴的对中调整,这是安装过程中的核心步骤,对中精度直接影响联轴器的运行稳定性。十字轴式万向联轴器两轴准确的对中难以实现,实际安装中需控制两轴中心线的偏差在允许范围内,偏差越小,机器运转情况越好,联轴器使用寿命越长。对中调整主要包括同轴度调整和角度偏差调整,常用的方法有百分表法和激光对中仪法。
采用百分表法时,将百分表固定在一个半联轴器上,使表头接触到另一个半联轴器的外圆表面和端面,同时转动两个半联轴器,使百分表顺次转动四个均匀分布的位置,在每个位置上测量并记录径向数值和轴向数值,根据测量结果调整设备位置。调整时应先调整设备水平度,然后以其中一根轴的半联轴器为基准,测定并调整另一根轴的半联轴器,确保两轴同轴同心。调同轴度时,应先调面隙后调轴隙,调整时可根据测量数值采用不同厚度的垫片垫在设备机座下,先调整轴向间隙使两轮平行,再调整径向间隙使两轮同心。若设备转速较高,对中精度要求更高,轴转速较高时,轴隙和面隙误差需控制在较小范围内,轴转速较低时,可适当放宽误差要求。采用激光对中仪法时,将激光发射器和接收器分别安装在两轴端,通过激光束测量两轴的相对位置,根据显示屏显示的偏差值进行调整,这种方法精度更高,适用于高速、精密设备的安装。
对中调整完成后,需进行联轴器的连接与紧固。将十字轴组件安装在两个半联轴器之间,确保十字轴与轴承配合良好,无卡滞现象,然后安装挡圈固定轴承,防止运转时脱落。连接螺栓时,需按照交叉对称的顺序分2-3次逐步拧紧,使用扭矩扳手控制紧固力矩,确保螺栓紧固均匀可靠,避免因螺栓拧紧力不均匀导致联轴器变形或安装精度丧失。紧固完成后,需检查螺栓是否有松动,可再次用扭矩扳手复查力矩,同时检查十字轴的转动灵活性,用手转动联轴器,应无卡滞、异响,转动顺畅。对于振动剧烈的工况,可在螺栓上采用防松措施,如涂抹螺纹锁固胶、安装弹簧垫圈等,防止螺栓松动。
安装完成后,还需进行全面的检查与试运行,确保安装质量符合要求。首先复查两轴的同轴度和角度偏差,确认偏差在允许范围内;检查联轴器各零部件的安装位置是否正确,挡圈、防尘罩等是否安装到位,防尘罩接口处需密封良好,防止粉尘、杂质进入内部损坏零件。然后进行空载试运行,启动设备,观察联轴器的运转情况,监听是否有异响,查看设备振动是否正常,测量联轴器的运行温度,确保无异常发热现象。空载试运行一段时间后,再进行负载试运行,逐步增加负载,观察传动系统的运行状态,若出现振动过大、异响、温度过高等问题,需立即停机检查,排查原因并进行调整,直至运行正常。
此外,安装过程中还需注意一些细节问题,避免因操作不当影响安装质量。安装时需确保传动轴两端的万向节叉位于同一平面内,这样才能保证动力输出轴与输入轴等速传动,避免运转时产生额外的弯矩和扭矩。对于大型高温设备,在联轴器找正时,还应考虑温度线膨胀引起设备底座增高的因素,预留一定的补偿量。安装过程中应避免强行装配,若遇到装配困难,应检查尺寸是否匹配、零件是否有损坏,不可盲目敲击,防止零件变形。同时,安装人员需熟悉联轴器的结构特点和安装要求,严格按照操作规程进行操作,确保每一个步骤都规范到位。
综上所述,SWC十字轴式万向联轴器的安装是一项严谨细致的工作,从安装前的准备、零件清洁预处理,到半联轴器装配、对中调整、连接紧固,再到安装后的检查与试运行,每一个环节都至关重要。只有掌握科学的安装技巧,严格遵循规范流程,注重细节把控,才能确保联轴器安装质量,使其充分发挥传动性能,保障传动系统的稳定、高效运行,延长设备使用寿命,减少故障发生,为生产的顺利进行提供保障。在实际安装过程中,还需结合设备的具体工况和现场条件,灵活调整安装方法,及时解决安装过程中出现的问题,不断积累安装经验,提升安装水平。
联轴器厂家,联轴器生产厂家,联轴器制造厂家,联轴器公司,荣基工业科技(江苏)有限公司
《SWC十字轴式万向联轴器安装技巧》发布于2026年4月24日
![万向轴种类]()
万向轴种类
万向轴是一种用来联接不同机构中的两根轴(主动轴和从动轴…![十字轴万向联轴器规格型号]()
十字轴万向联轴器规格型号
十字轴万向联轴器是传动系统中的关键基础部件,其规格型号…![万向轴优缺点]()
万向轴优缺点
万向轴的优点转角灵活:万向联轴器可以在不同角度之间…![十字轴式万向联轴器特点]()
十字轴式万向联轴器特点
较大的角度补偿能力十字轴式万向联轴器能够允许两轴之间存…![万向节联轴器分类]()
万向节联轴器分类
万向节联轴器,即万向联轴器,可以根据不同的标准进行分类…![十字轴万向联轴器型号]()
十字轴万向联轴器型号
十字轴万向联轴器是一种常见的机械传动部件,其型号多样,…![万向轴联轴器扭矩]()
万向轴联轴器扭矩
万向轴联轴器的扭矩可以通过特定的公式进行计算。对于特定…![SWC万向节联轴器补偿提升方法]()
SWC万向节联轴器补偿提升方法
提升SWC万向节联轴器的补偿性能,需从根源入手,先明确其…




十字万向联轴器
- PU Sandwich Panel Linehttps://www.cnsinowa.com/
- PU Sandwich Panel Machinehttps://www.sinowa.cn/en/
