SWC十字轴万向联轴器表面处理工艺
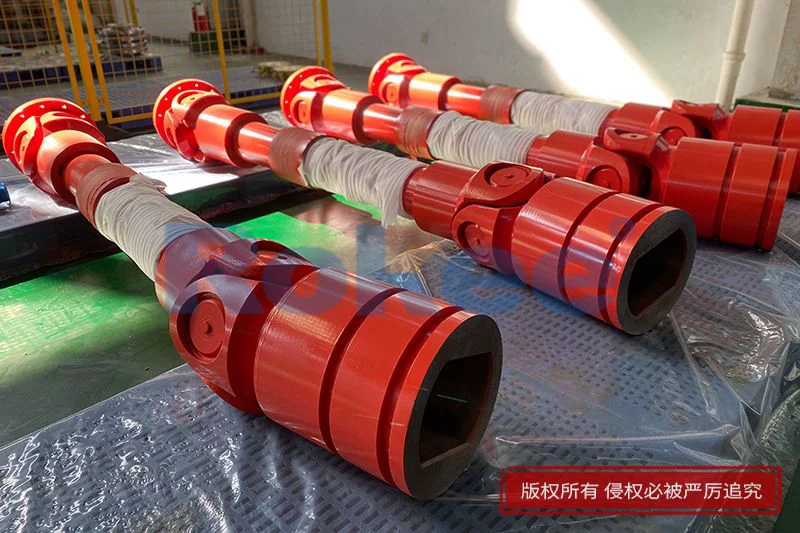
在工业传动系统中,SWC十字轴万向联轴器是连接原动机与执行机构的关键部件,承担着传递扭矩、补偿轴间偏差的重要作用,广泛应用于冶金、矿山、工程机械、船舶工业等多个领域。这类联轴器常处于重载、高速、多粉尘、潮湿甚至腐蚀性的复杂工况下,其表面状态直接影响整体结构的稳定性、耐磨性、抗腐蚀性和使用寿命。表面处理工艺作为SWC十字轴万向联轴器制造过程中的关键环节,通过一系列物理、化学或机械方法对其表面进行改性加工,既能弥补毛坯加工过程中产生的表面缺陷,又能赋予部件优异的表面性能,从而保障联轴器在恶劣工况下长期稳定运行,降低设备维护成本,提升整个传动系统的可靠性。

SWC十字轴万向联轴器的表面处理工艺并非单一操作,而是一套系统性的加工流程,需结合联轴器的使用工况、材料特性以及性能要求,合理选择工艺类型并严格控制每一道工序的质量。在进行表面处理之前,预处理工作是必不可少的环节,其核心目的是去除部件表面的杂质、氧化皮、油污等,为后续表面处理工序奠定良好基础,确保处理层与基体之间结合紧密,避免出现脱落、起皮等问题。预处理工序主要包括清洗、除油、除锈、打磨等步骤,每一步都有严格的操作规范。清洗环节主要针对零部件表面的灰尘、碎屑等松散杂质,通常采用高压水冲洗或超声波清洗的方式,既能高效去除杂质,又不会对部件表面造成损伤。除油则是为了清除零部件在加工过程中残留的切削油、润滑油以及防锈油,常用的方法有碱性清洗、溶剂清洗等,其中碱性清洗因成本适中、环保性较好,在工业生产中应用较为广泛,通过碱性溶液与油污发生化学反应,将油污分解为可溶于水的物质,再通过清水冲洗干净。除锈工序主要针对零部件表面的氧化皮和铁锈,这些物质会严重影响表面处理层的结合力,常用的除锈方法有酸洗、喷砂等,喷砂处理不仅能彻底去除氧化皮和铁锈,还能使部件表面形成一定的粗糙度,进一步增强处理层与基体的结合强度。打磨则是对零部件表面进行精细处理,去除表面的毛刺、划痕等缺陷,使表面更加平整光滑,为后续工艺做好准备。
经过预处理后的SWC十字轴万向联轴器零部件,需根据实际使用需求选择合适的表面处理工艺。目前,应用于这类联轴器的表面处理工艺主要有渗碳处理、磷化处理、喷涂处理、镀锌处理等,不同工艺的加工原理、性能特点和适用场景各有不同,需结合具体工况合理选用。渗碳处理是SWC十字轴万向联轴器核心部件常用的表面强化工艺,尤其适用于十字轴、万向节叉头等承受高扭矩、高磨损的关键部件。其原理是将零部件置于渗碳介质中,在一定的温度和时间条件下,使碳原子渗透到零部件表面层,从而提高表面硬度和耐磨性,同时保持基体良好的韧性,实现“外硬内韧”的性能要求,有效避免部件在高负荷传动过程中出现磨损、变形或断裂。渗碳处理的关键在于控制渗碳温度、渗碳时间和渗碳介质的浓度,温度过高或时间过长会导致渗碳层过厚、脆性增加,温度过低或时间过短则会导致渗碳层过薄,无法达到预期的强化效果。在渗碳处理完成后,还需要进行淬火和回火处理,进一步优化表面硬度和韧性,确保部件性能符合使用要求。
磷化处理是一种化学转化膜处理工艺,主要用于提升联轴器零部件表面的耐腐蚀性和涂装附着力,常作为喷涂、电镀等后续工艺的底层处理。其原理是将零部件放入磷化液中,通过化学反应在表面形成一层均匀、致密的磷化膜,这层磷化膜不仅能有效隔绝空气、水分等腐蚀介质,防止零部件生锈,还能增加表面粗糙度,提高后续涂装层或电镀层的结合力,避免出现脱落现象。磷化处理工艺具有操作简单、成本较低、环保性较好等优点,适用于对耐腐蚀性要求中等的工况,如普通矿山、工程机械等领域的联轴器零部件。在磷化处理过程中,需严格控制磷化液的浓度、温度和处理时间,确保磷化膜的厚度均匀、致密,同时在磷化完成后,需及时进行清洗和烘干,防止磷化膜出现返锈现象。
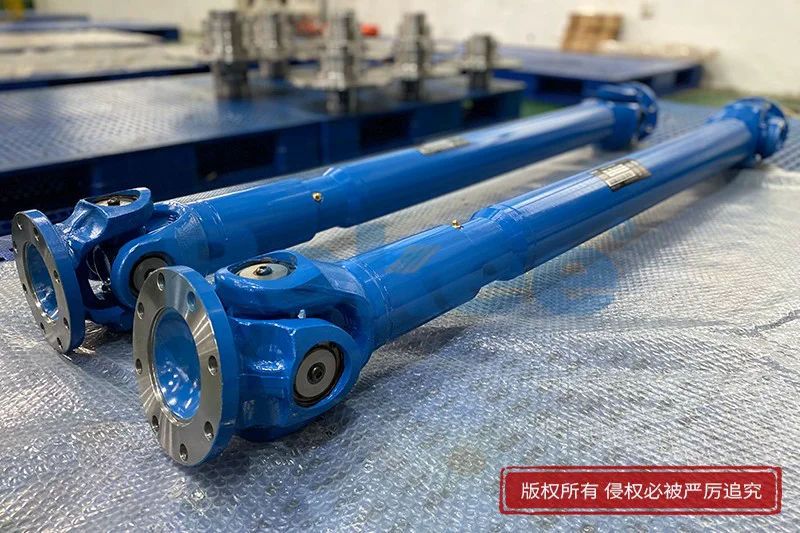
喷涂处理是一种通过高压喷枪将涂料均匀喷洒在零部件表面,形成一层防护涂层的表面处理工艺,适用于对耐腐蚀性、耐磨性要求较高的工况,如冶金、船舶等领域的SWC十字轴万向联轴器。喷涂处理所使用的涂料种类较多,常见的有环氧树脂涂料、聚氨酯涂料、耐磨陶瓷涂料等,不同涂料的性能特点不同,环氧树脂涂料具有良好的耐腐蚀性和附着力,聚氨酯涂料具有优异的耐磨性和抗老化性,耐磨陶瓷涂料则具有极高的硬度和耐磨性,可根据具体使用需求选择合适的涂料。喷涂处理的优势在于涂层厚度可控,能根据工况需求调整涂层厚度,同时涂层表面平整光滑,不仅能起到防护作用,还能改善零部件的外观质量。在喷涂处理过程中,需确保喷枪与零部件表面的距离适中、喷涂速度均匀,避免出现涂层厚薄不均、流挂、气泡等缺陷,喷涂完成后还需要进行固化处理,使涂层与基体结合更加紧密,提升涂层的使用寿命。
镀锌处理是一种常见的电化学表面处理工艺,主要用于提升联轴器零部件的耐腐蚀性,尤其适用于潮湿、多盐雾的工况,如船舶、海洋工程等领域。其原理是通过电解作用,将锌离子沉积在零部件表面,形成一层均匀的镀锌层,锌层能起到牺牲阳极的作用,优先被腐蚀,从而保护基体不受腐蚀,延长零部件的使用寿命。镀锌处理主要分为热镀锌和电镀锌两种方式,热镀锌的镀锌层较厚,耐腐蚀性更强,适用于对耐腐蚀性要求较高的零部件;电镀锌的镀锌层较薄,外观更加平整光滑,适用于对外观质量要求较高、腐蚀环境相对温和的工况。在镀锌处理过程中,需严格控制电解液的浓度、电解温度和电流密度,确保镀锌层的厚度均匀、致密,同时在镀锌完成后,需进行钝化处理,在锌层表面形成一层钝化膜,进一步提升耐腐蚀性,防止锌层出现氧化变色现象。
除了上述主流表面处理工艺外,根据SWC十字轴万向联轴器的特殊使用需求,还可能采用其他表面处理工艺,如氮化处理、发黑处理等。氮化处理与渗碳处理类似,也是一种表面强化工艺,通过将氮原子渗透到零部件表面,提高表面硬度和耐磨性,同时具有良好的耐腐蚀性,适用于承受高速、高负荷的关键零部件;发黑处理则是通过化学方法在零部件表面形成一层黑色氧化膜,主要起到防锈和装饰作用,适用于对耐腐蚀性要求较低、外观有一定要求的零部件。
在SWC十字轴万向联轴器表面处理工艺的实施过程中,质量控制是至关重要的环节,直接决定了表面处理的效果和联轴器的使用寿命。每一道工序都需要建立严格的质量检测标准,预处理完成后,需检测零部件表面的清洁度、粗糙度是否符合要求,避免杂质、油污残留影响后续工艺;表面处理过程中,需实时监测工艺参数,如温度、时间、浓度等,确保参数符合规范;表面处理完成后,需检测处理层的厚度、硬度、附着力、耐腐蚀性等性能指标,确保符合使用要求。对于检测不合格的零部件,需及时进行返工处理,直至达到标准,避免不合格产品流入市场,影响设备的正常运行。
随着工业技术的不断发展,SWC十字轴万向联轴器的使用工况越来越复杂,对表面处理工艺的要求也越来越高。传统的表面处理工艺不断优化升级,新型表面处理工艺也在不断涌现,如激光表面强化、等离子喷涂等,这些新型工艺具有处理效果好、效率高、环保性强等优点,逐渐在工业生产中得到应用。激光表面强化工艺通过激光束对零部件表面进行局部加热,使表面快速熔化并凝固,形成一层高强度、高耐磨性的强化层,能显著提升零部件的表面性能,适用于对表面硬度和耐磨性要求极高的关键部件;等离子喷涂则是利用等离子弧将涂料加热至熔融状态,喷洒在零部件表面形成涂层,具有涂层厚度均匀、结合力强、耐腐蚀性和耐磨性优异等优点,适用于各种恶劣工况下的联轴器零部件。
综上所述,SWC十字轴万向联轴器的表面处理工艺是保障其性能和使用寿命的关键环节,需结合零部件的材料特性、使用工况和性能要求,合理选择预处理方式和表面处理工艺,严格控制每一道工序的质量。通过科学合理的表面处理,不仅能弥补零部件加工过程中的表面缺陷,还能赋予其优异的耐磨性、抗腐蚀性和表面强度,使SWC十字轴万向联轴器能够在重载、复杂的工况下长期稳定运行,为工业传动系统的高效、可靠运行提供有力保障。未来,随着表面处理技术的不断创新和发展,将会有更多高效、环保、优质的表面处理工艺应用于SWC十字轴万向联轴器的生产制造中,推动其性能不断提升,适应更多领域的使用需求。
联轴器厂家,联轴器生产厂家,联轴器制造厂家,联轴器公司,荣基工业科技(江苏)有限公司
《SWC十字轴万向联轴器表面处理工艺》发布于2026年4月24日
![万向节联轴器生产公司]()
万向节联轴器生产公司
万向节联轴器的主要特点包括:允许两轴之间较大的角度偏差…![十字万向联轴器效率]()
十字万向联轴器效率
十字万向联轴器在机械传动系统中扮演着重要角色,其传动效…![十字轴式万向联轴器如何选型]()
十字轴式万向联轴器如何选型
在开始选型前,必须了解应用场景和工况条件,这是选型工作…![十字轴式万向联轴器规格]()
十字轴式万向联轴器规格
十字轴式万向联轴器根据结构和应用需求可分为多种类型,每…![十字万向联轴器原理]()
十字万向联轴器原理
十字万向联轴器主要由两个叉形接头、一个十字轴以及轴销等…![万向节联轴器构造]()
万向节联轴器构造
十字轴式万向联轴器构造特点:由两个叉形接头、十字轴…![十字轴万向联轴器特点]()
十字轴万向联轴器特点
良好的角度补偿能力十字轴万向联轴器可在两轴轴线夹角达…![十字万向联轴器找正方法]()
十字万向联轴器找正方法
常用的十字万向联轴器找正方法:简单测量法工具:使用…





十字万向联轴器
- PU Sandwich Panel Linehttps://www.cnsinowa.com/
- PU Sandwich Panel Machinehttps://www.sinowa.cn/en/
