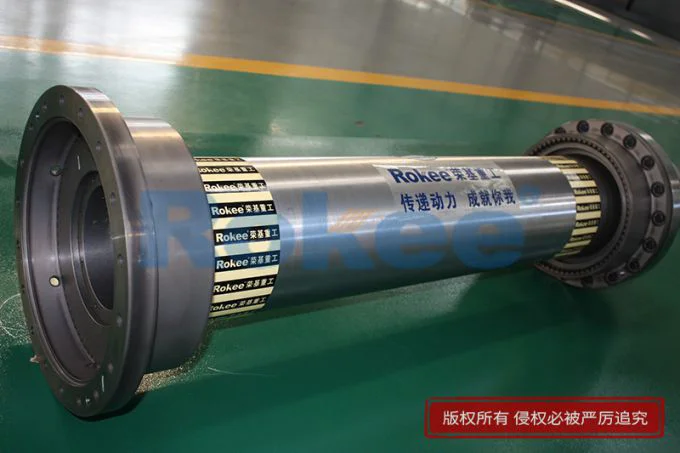
鼓形齿式联轴器如何生产
鼓形齿式联轴器的生产过程涉及多个精密的工艺步骤,需要严格控制每个环节的质量和技术要求,以确保产品的性能和质量达到设计要求。
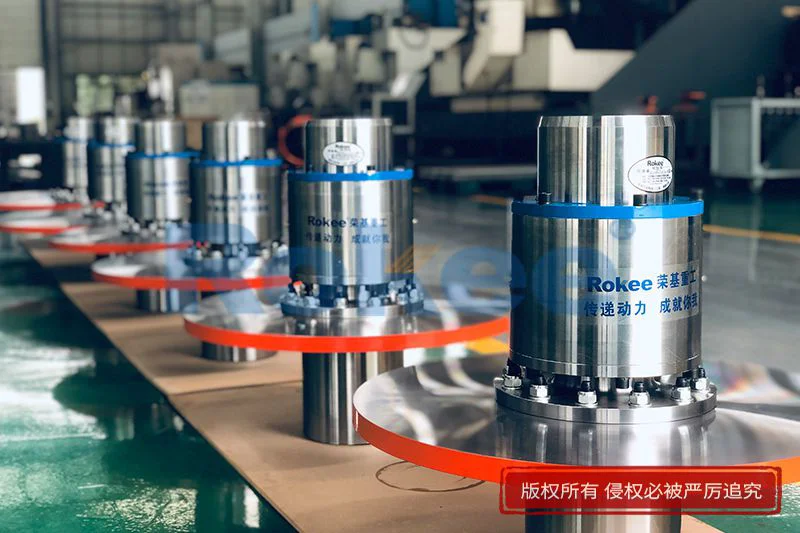
鼓形齿式联轴器的生产是一个涉及多个工艺步骤的精密制造过程,以下是其主要生产流程:
一、材料准备与齿坯锻造
选材:根据联轴器的使用环境和性能要求,选择合适的金属材料,如合金钢等。
锻造:通过锻造工艺,将选定的金属材料加工成接近成品尺寸的齿坯形状。这一步骤不仅有助于改善材料的性能,还能确保齿坯具有足够的强度和韧性。
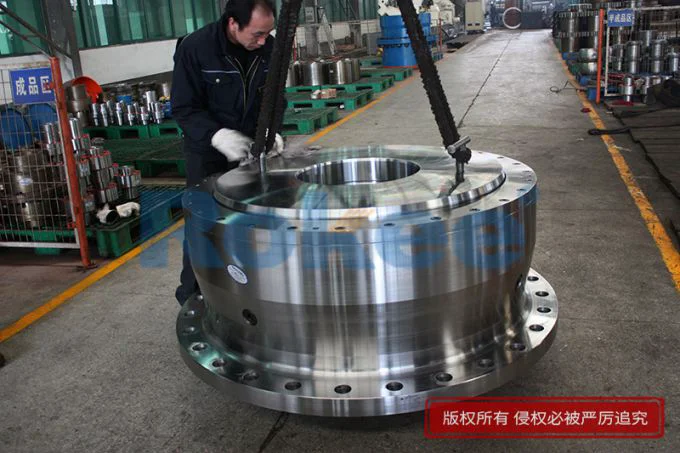
二、粗加工
粗车:对齿坯的外圆、内孔等关键部位进行粗加工,为后续精加工留有余量。粗加工的主要目的是去除多余的材料,并初步形成联轴器的轮廓。
三、精加工
精车:在粗加工的基础上,进一步对齿坯进行精加工,以确保其尺寸精度和表面粗糙度达到设计要求。
铣齿:采用铣削工艺,初步形成齿形轮廓。铣齿是鼓形齿加工中的重要环节之一,为后续滚齿加工奠定基础。
滚齿:利用滚齿机对齿坯进行滚齿加工,使齿形更加精准,并提高生产效率。滚齿加工是鼓形齿加工中的关键步骤,对于齿形的精度和表面质量有着重要影响。
四、鼓形齿加工
数控加工:采用数控加工设备,利用特殊的刀具对齿部进行精确加工,形成鼓形齿。数控加工能够精确控制鼓形的曲率,确保联轴器能够满足补偿位移的功能。
包络加工法:一种常用的鼓形齿加工方法。在滚齿机上,通过调整滚刀的走刀轨迹,使其相对于工件沿着鼓形齿轮所要求的圆弧轨迹运动,从而加工出鼓形齿。这种方法适用于各种鼓形齿的加工,具有较高的加工精度和效率。
五、热处理与精加工
热处理:对齿部进行淬火等热处理工艺,以提高齿面的硬度、耐磨性和疲劳强度。热处理后,齿部材料的性能得到显著提升,有助于延长联轴器的使用寿命。
精加工:热处理后,可能需要对联轴器进行进一步的精加工,以消除因热处理而产生的变形,并确保其尺寸精度和表面质量达到设计要求。
六、表面处理与检验
防锈处理:对联轴器进行涂漆、镀锌等防锈处理,以防止其生锈并延长使用寿命。
检验:对生产出的鼓形齿式联轴器进行检验,包括尺寸精度、表面质量、性能等方面的检测,以确保其符合设计要求并满足使用需求。
联轴器厂家,联轴器生产厂家,联轴器制造厂家,联轴器公司,荣基工业科技(江苏)有限公司
《鼓形齿式联轴器如何生产》发布于2025年7月3日
![齿式联轴器如何选型]()
齿式联轴器如何选型
齿式联轴器是通过内外齿轮的啮合来传递扭矩的,具有承载能…![鼓形齿式联轴器应用途径]()
鼓形齿式联轴器应用途径
鼓形齿式联轴器作为一种刚挠性联轴装置,在多个工业领域有…![鼓形齿式联轴器热处理要求]()
鼓形齿式联轴器热处理要求
鼓形齿式联轴器的热处理工艺应根据其材料和性能要求来确定…![鼓形齿式联轴器挠度]()
鼓形齿式联轴器挠度
鼓形齿式联轴器属于刚挠性联轴器,它具有一定的挠性,可以…![鼓形齿式联轴器工作原理]()
鼓形齿式联轴器工作原理
鼓形齿式联轴器由内外两部分组成,内齿圈与外齿轴套相互啮…![鼓形齿式联轴器传动方式]()
鼓形齿式联轴器传动方式
鼓形齿式联轴器由两个带有外齿的凸缘内套筒和两个带有内齿…![齿式联轴器用途]()
齿式联轴器用途
齿式联轴器在机械传动领域中具有广泛的用途,其主要用途可…![鼓形齿式联轴器特点]()
鼓形齿式联轴器特点
承载能力强:在相同的内齿套外径和联轴器外径下,鼓形…



鼓形齿式联轴器
- PU Sandwich Panel Linehttps://www.cnsinowa.com/
- PU Sandwich Panel Machinehttps://www.sinowa.cn/en/
