膜片联轴器制造工艺
膜片联轴器的制造工艺涉及多个环节和关键要素,需要精心设计和严格控制。通过采用先进的加工技术和严格的质量控制手段,可以制造出性能优异、质量可靠的膜片联轴器,满足各种传动系统的需求。
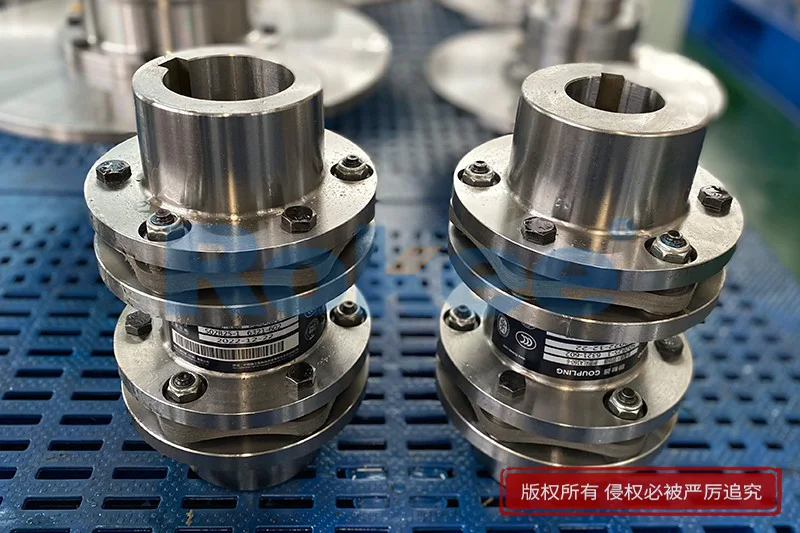
膜片联轴器的制造工艺是一个精细且复杂的过程,涉及多个环节和关键要素。以下是对膜片联轴器制造工艺的详细解析:
一、材料与准备
材料选择:
膜片:通常采用304、301、316等不锈钢材质,具有良好的弹性、耐腐蚀性和耐高温性能。
半联轴器、中间套等部件:一般选用高强度、耐磨损的材料,如45号钢等。
材料切割与预处理:
膜片采用线切割技术,确保切割精度和边缘质量。
对切割后的膜片和其他部件进行必要的预处理,如去毛刺、清洗等。
二、加工与组装
膜片加工:
将切割好的膜片进行叠片处理,通过铆接或其他方式固定在一起,形成挠性钢片组。
挠性钢片组是膜片联轴器的关键部件,负责传递扭矩和消除偏移量。
半联轴器与中间套加工:
根据设计要求,对半联轴器和中间套进行车削、铣削等加工操作。
确保半联轴器和中间套的尺寸精度和表面质量。
组装:
将加工好的膜片组、半联轴器、中间套等部件进行组装。
使用高强度螺栓和防松螺母将各部件紧固在一起,确保联轴器的整体稳定性和传动效率。
三、检测与测试
尺寸检测:
使用量具对组装好的膜片联轴器进行尺寸检测,确保各部件的尺寸精度符合设计要求。
性能测试:
对膜片联轴器进行扭矩传递测试,验证其传递扭矩的能力和稳定性。
进行偏移量消除测试,检查膜片联轴器在承受偏移量时的表现。
四、表面处理与包装
表面处理:
对膜片联轴器的表面进行喷砂、抛光等处理,提高其外观质量和耐腐蚀性。
根据需要,可在联轴器表面涂覆防锈油或防腐漆。
包装:
将检测合格的膜片联轴器进行包装,防止在运输和储存过程中受到损坏。
包装材料应选用防潮、防尘、防振动的材料,确保联轴器的安全运输和储存。
联轴器厂家,联轴器生产厂家,联轴器制造厂家,联轴器公司,荣基工业科技(江苏)有限公司
《膜片联轴器制造工艺》发布于2025年7月3日
![弹性膜片联轴器种类]()
弹性膜片联轴器种类
按结构分类单膜片结构:具有基本的补偿和连接功能,适…![膜片联轴器径向刚度]()
膜片联轴器径向刚度
径向刚度是指膜片联轴器在受到径向力作用时,其单位变形量…![膜片联轴器使用寿命]()
膜片联轴器使用寿命
一、核心影响因素工况条件负载特性:平稳负载(如…![膜片联轴器径向补偿范围]()
膜片联轴器径向补偿范围
膜片联轴器是一种金属弹性元件挠性联轴器,它依靠金属联轴…![膜片联轴器轮毂材质]()
膜片联轴器轮毂材质
全钢材质特点:全钢材质轮毂具有较高的强度和刚度,能…![膜片联轴器类型]()
膜片联轴器类型
按膜片组数分类单膜片联轴器:具有一个膜片,结构相对…![双膜片联轴器类型]()
双膜片联轴器类型
双膜片联轴器是一种高性能的金属弹性元件挠性联轴器,主要…![弹性膜片式联轴器使用方法]()
弹性膜片式联轴器使用方法
弹性膜片式联轴器的使用方法主要包括安装、检查、运行与维…

- PU Sandwich Panel Linehttps://www.cnsinowa.com/
- PU Sandwich Panel Machinehttps://www.sinowa.cn/en/
