弹性膜片联轴器找正标准
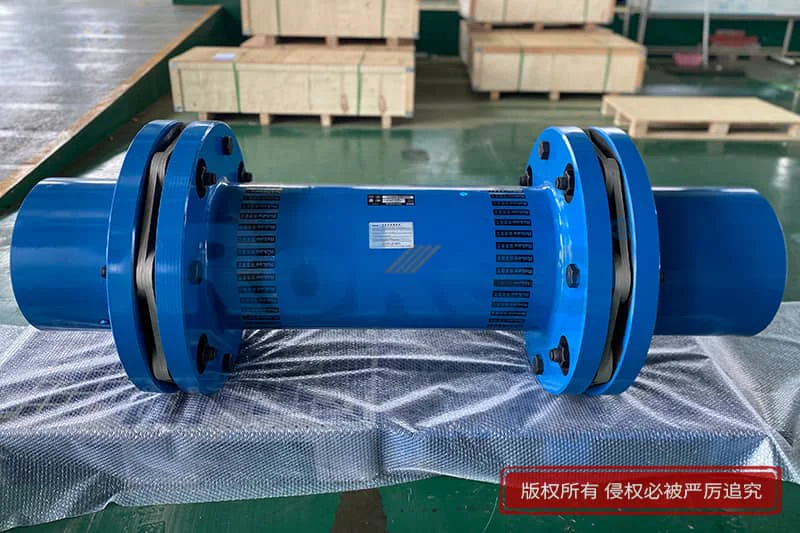
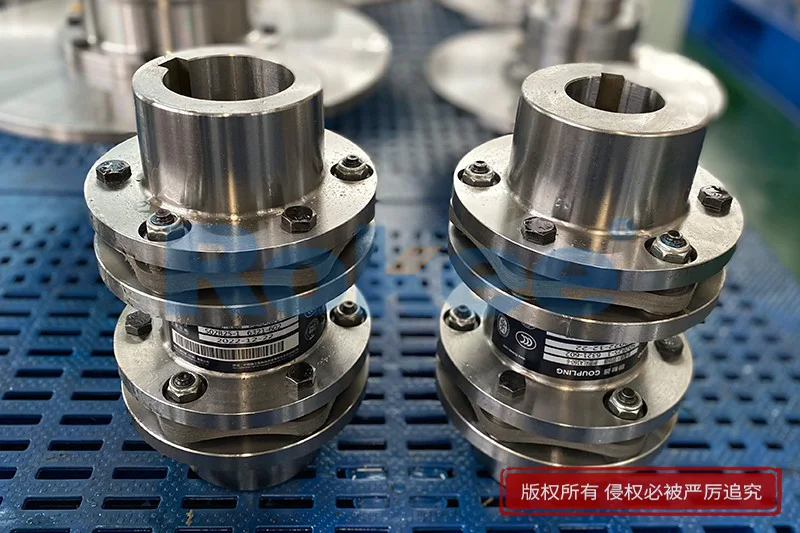
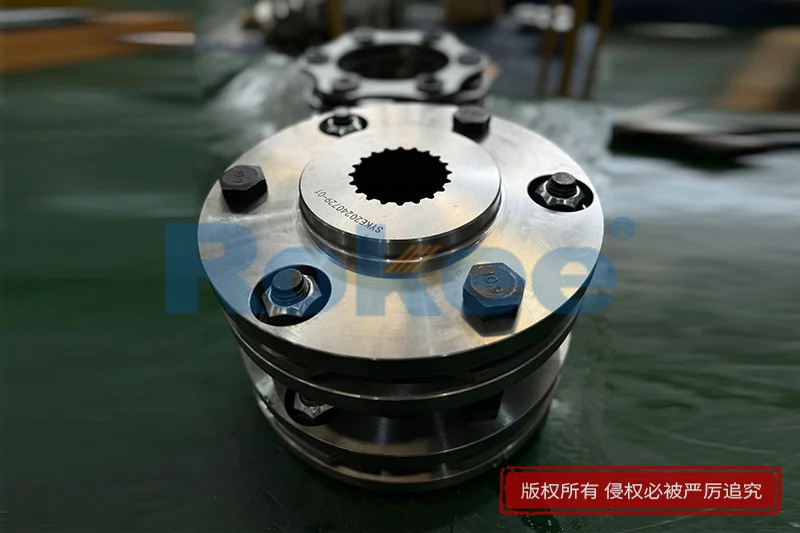
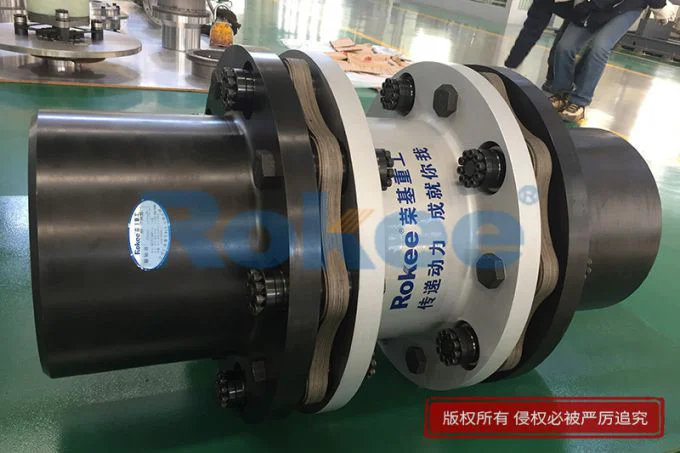
弹性膜片联轴器凭借金属膜片的弹性变形特性,既能精准传递扭矩,又能补偿两轴间的微量偏差,广泛应用于泵组、压缩机、涡轮机械等旋转设备的传动系统中。其找正精度直接决定设备运行稳定性、传动效率及核心部件使用寿命,若对中偏差超出允许范围,易引发膜片疲劳断裂、轴承过热磨损、设备振动超标等连锁故障。因此,严格遵循科学的找正标准与规范流程,是保障传动系统安全高效运行的关键。
找正的核心目标是控制两轴间的径向偏差、角向偏差及轴向偏差,确保旋转过程中两轴中心线保持同轴或接近同轴状态。不同偏差类型对设备的影响存在差异:径向偏差指两轴轴线平行但不同心,会导致联轴器旋转时产生周期性离心力,引发径向振动;角向偏差为两轴轴线形成夹角,使膜片承受不均匀的弯曲应力,加速疲劳损坏;轴向偏差则是两轴沿轴线方向的相对位移,由于弹性膜片联轴器补偿轴向偏差的能力有限,过量位移会导致膜片拉伸或压缩失效。
弹性膜片联轴器的找正精度标准需结合设备转速、负载工况及联轴器规格确定,行业通用参考范围如下:对于转速≤3000rpm的常规设备,径向偏差应控制在0.05~0.1mm以内,角向偏差不超过0.1°~0.2°(或0.1~0.2mm/m),轴向偏差需小于±0.5mm;针对转速>3000rpm的高速精密设备,精度要求更为严苛,径向偏差应≤0.02mm,角向偏差≤0.05°(或0.05mm/m),轴向偏差控制在±0.1mm以内。需注意,当联轴器法兰盘外圆直径大于250mm时,径向跳动允许值可适当放宽,但不应超过0.08mm。
规范的找正操作需遵循“前期准备—粗调对中—精调测量—验证紧固”的流程。前期准备工作至关重要,首先需检查设备基础稳固性,确保地脚螺栓无松动,并用水平仪校准设备底座水平度;其次要彻底清洁联轴器轴端、法兰端面的油污、锈迹及毛刺,避免杂质影响测量精度;根据精度需求准备合适的测量工具,常规设备可选用百分表(精度0.01mm)、磁性表座、塞尺及直尺,高速精密设备建议采用激光对中仪(测量精度可达0.001mm),确保偏差检测精准可靠。
粗调阶段主要采用直尺-塞尺法进行初步对中。将直尺紧贴两半联轴器外圆,在0°、90°、180°、270°四个方位观察间隙均匀性,通过增减设备底座垫片厚度调整径向位置,使两轴轴线接近平行;同时用塞尺测量联轴器端面间隙,判断角向偏差,通过调整地脚螺栓使端面间隙趋于均匀,将径向偏差控制在0.5mm以内、角向偏差控制在0.5°以内,为精调奠定基础。
精调测量是保障找正精度的核心环节,常用双表法或激光对中仪法。采用双表法时,将百分表固定在主动轴联轴器上,一个表头接触从动轴联轴器外圆(测径向偏差),另一个表头接触端面(测角向偏差),调整百分表预压缩量至0.3~0.5mm并调零;缓慢顺时针盘车,依次记录四个方位的径向读数(R0、R90、R180、R270)和端面读数(S0、S90、S180、S270),通过公式计算偏差值:径向偏差ΔR=(R0+R180)/2 -(R90+R270)/2,角向偏差ΔS=(S0+S180)/2 -(S90+S270)/2。根据计算结果调整设备位置,径向偏差超标时横向移动设备底座,角向偏差超标时增减对应方位垫片厚度,反复测量调整直至偏差符合标准。激光对中仪法则通过激光发射器与接收器实时检测偏差数据,自动生成调整方案,效率更高且精度更优,适用于复杂工况或高精度要求场景。
找正精度达标后,需进行验证与紧固。按对角线顺序均匀拧紧联轴器连接螺栓,确保各螺栓受力均匀,避免膜片局部受力过载;随后再次盘车复核径向与角向偏差,确认无回弹超标情况。对于高温工况设备,还需在空载运行30分钟升温后停机,进行热态复查,补偿热膨胀导致的偏差变化。试运行阶段需监测设备振动、噪音及轴承温度,振动速度应≤4.5mm/s,轴承温度不超过70℃,确保找正质量满足运行要求。
此外,日常维护中的定期复查也不可或缺。设备运行3~6个月后,需重新检测联轴器对中状态,及时校正因基础沉降、螺栓松动等因素产生的偏差。若发现设备振动异常、膜片出现裂纹或轴承频繁过热,应优先排查对中精度,避免故障扩大。需强调的是,找正操作的环境温度应保持稳定,避免高温或低温环境导致设备部件热胀冷缩,影响测量精度;调整垫片时叠加数量不应超过3片,确保设备支撑刚性。
弹性膜片联轴器找正是一项兼具科学性与实操性的技术工作,需严格遵循精度标准,规范执行操作流程。精准的找正不仅能充分发挥联轴器的偏差补偿优势,更能有效降低设备振动与能耗,延长联轴器、轴承等核心部件的使用寿命,为旋转设备的安全稳定运行提供保障。在实际应用中,需结合设备具体工况动态调整找正精度,确保传动系统处于更好的运行状态。
《弹性膜片联轴器找正标准》发布于2025年12月25日



- PU Sandwich Panel Linehttps://www.cnsinowa.com/
- PU Sandwich Panel Machinehttps://www.sinowa.cn/en/
